


消失在记忆里的汽车维修技术
在汽车维修领域里近30年来,从开始学习汽车维修到现在,目睹着汽车的发展,闭上眼睛想一想传统汽车维修的那些工艺,现在的修理厂里还能看见多少?这些传统汽车维修技术的何去何从是怎样的?面对河南凌云汽修学校最新的电控天然气维修教学设备 ,混合动力维修教学设备,电动汽车的维修教学设备,以及一直常用的汽车故障分析仪(汽车解码器),汽车示波器,数码大师等现代化检测设备,但是在我们维修的历程中那些传统的维修技术,依然历历在目,那些熟练的维修过程永远也不会忘记!
第一:镗缸磨轴:也就是将已经磨损的发动机缸体和曲轴利用镗床和磨床对其进行维修的一种工艺,随着行驶里程的增加,发动机缸筒磨损越来越严重,最终导致“漏气”。此时就需要换大一号的活塞环。为了保证发动机缸筒内壁与活塞环境密配合,就需要对发动机缸筒内壁进行加工,使其直径变大,并使其表面精度提高,这一过程,就是镗缸。说明白的就是把缸套再一次的磨大尺寸与其相对应的活塞配套使用,保证原有的尺寸和配合间隙。曲轴也是在磨损后采用在进行磨损,使其的尺寸磨到一级维修0.25,二级维修尺寸0.50,三级维修尺寸0.75,四级维修尺寸1.00等,才利用加厚尺寸的轴瓦与其配合,确保轴径和轴瓦之间的间隙,利用机油形成一层均匀的油馍,减少 摩擦,起到润滑作用!

第二:铰研气门:发动机的气门是用来控制进排气的,长时间的工作也会造成气门和气门座圈的磨损,对于气门来说就是光磨工作面,让其工作面保证与气门同心,与气门座圈完全吻合实现密封。对于气门座圈来说,当磨损不是很严重时可以进行利用铰刀进行对气门座圈工作面修复,在铰的过程中,两个手握铰刀杆,用力要均匀,旋转要平稳,确保气门座圈和气门导管同心。气门铰完之后就是研磨气门了,研磨气门就是用研磨砂涂在气门个座圈中间,不断的使气门和座圈产生撞击与旋转,最终气门座圈的工作面和气门的工作面能够完全密封,通过作汽油的密封试验后不漏油为合格!而对于气门座圈严重磨损时,就该更换气门座圈了!更换气门座圈,拆卸方法基本是机械拉出,加热取出等几种方法。安装也有要求,对专业人员的动手能力有很高的要求,稍有偏差,座圈便会偏斜歪了,无法恰到好处的配合气门工作。镶好气门座圈也是确保气门密封很有必要的一个环节!


第三:合瓦:合瓦就是调节轴径和轴瓦之间的间隙,①用塞尺在轴瓦中分面四角测量瓦口间隙,塞尺插入深度约为轴颈直径的1/12~1/10,并做好记录; ②用压铅丝法测量顶部间隙,将长50~70mm的铅丝横放在轴颈两处,在下瓦结合面处,相对应的放上铅丝,为了压的均匀,常在轴瓦结合面四角放上约厚0.5mm,长50mm,宽30mm的四块白铁皮或不锈钢皮(最好放铜片),然后将上瓦扣上均匀坚固螺栓,然后松开吊走上瓦,用千分尺测量铅丝厚度,根据铅丝的平均厚度差,可计算出轴瓦顶部间隙的大小(轴瓦顶部铅丝厚度减去水平垫片厚度,即是轴瓦顶部间隙)。 ③轴瓦紧力的测量方法基本相同,都是压铅丝法,不过压的铅线放的位置不同,垫片放在瓦枕和轴承结合面相对应的地方,其紧力大小为结合面垫片厚度减去顶部铅丝的最低厚度; ④轴瓦下部垫铁在没有放转子前应有0.03~0.05mm的间隙,放入转子后就应无间隙。 轴颈与下瓦接触均匀,接触角60°;球面应无毛刺和硬伤,接触面积应在70%以上;轴瓦的垫铁螺丝无松动脱落,垫铁接触面积应在75%以上;瓦盖紧力为0.02~0.05mm;说实在的很多修理工都不知道,间隙的用途是干啥的,不单单是防止热胀冷缩,最主要的是在轴径和轴瓦之间能够形成油膜,确保更好的散热,清洗,冷却,润滑,减震,防锈等作用!

第四:更换气门导管:气门导管是引导气门运动的装置,也是辅助气门对机油进行密封的装置,由于经常和气门产上干摩擦,所以磨损也是很快的,气门导管的维修概率很低,都是更换!具体操作:首先用外径略小于导管直径的阶梯棒,利用手锤将旧导管击出。然后根据气门杆的尺寸选配合适的气门导管,将选配好的气门导管外圆涂少量的机油,用阶梯棒以手锤击入或压入。压入后气门导管上端面与气缸体上平面的距离,一般应与原导管一致。如压入后导管发生变形,与气门杆配合间隙较小时,可用气门导管铰刀进行铰削。

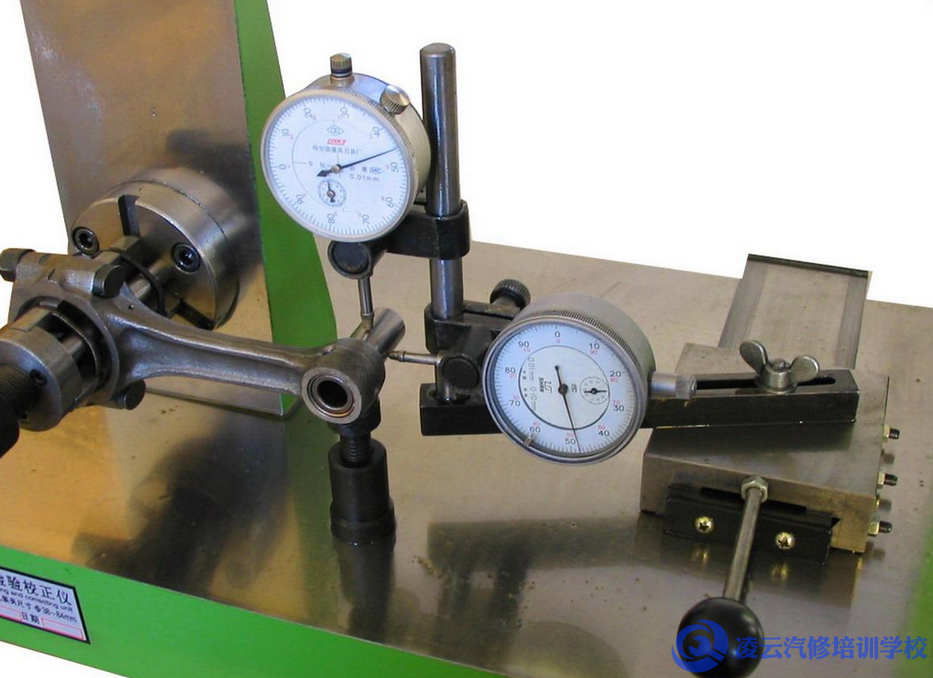
第五:连杆矫正:发动机长时间工作后,由于发动机的爆燃或者早燃都会造成连杆弯曲变形,可是由于连杆的跟换成本很高,加上配件供应不到位,在弯曲轻微的情况下,都采取手工校验,连杆在工作时,由于杆长、摆动和受力较大,使连杆大头孔与小头孔的中心线偏离原来的平行位置,而出现杆身弯曲,扭曲,或者在修理时,因搪削大、小头孔定位不正,使连杆大、小头孔中心距发生变化。这不仅会改变发动机的压缩比,甚至可能因中心距过大,造成活塞高出气缸平面过多而损环机件。 ⑴连杆的检验 ,在修理中检验连杆,一般应在连杆检验仪上进行,具体操作如下: ①装上连杆轴承盖,按发动机装配的规定力矩拧紧连杆螺栓,B_系列发动机的螺栓拧紧方法为力矩加转角法,第一次拧紧力矩为60±5N•m,第二次拧转60±3_度。 ②根据连杆小头孔的直径,选取相配的活塞销或标准心轴穿于孔内。 ③将连杆大头套装在检验仪的可调横轴上,并拧紧调整螺钉,把连杆固定在检验仪上。 ④将检验仪上的小角铁向下移动,使其下平面靠在活塞上。然后拧紧小角铁的固定螺栓,再用塞尺检查小角铁下平面与活塞销间的间隙,根据这一间隙的大小便可知连杆的弯曲方向和弯曲程度。⑤在检验连杆弯曲度后,再将小角铁下移,使其侧面与活塞销接触,用塞尺检查小角铁侧面与活塞销间的间隙,根据这一间隙的大小便可知连杆的扭曲方向和扭曲程度。 ⑵连杆的矫正 ,当检查出连杆存在弯曲和扭曲时,应记住弯曲和扭曲的方向,利用专用工具进行矫正。无专用工具时,可采用下述方法进行: ①利用压床矫正弯曲,将连杆大头夹在台虎钳上,小头穿入铁棒,再施力扭转,可矫正扭曲。 ②当扭曲和弯曲并存在时,应先矫正扭曲,再矫正弯曲。 ③当卸去矫正负荷后,连杆在残余应力作用下有恢复原形的趋势时,可将连杆加热至450°C_保持30min_左右进行稳定处理。若连杆变形较小,可将矫正负荷保持一定时间。 ④当矫正结束后,必须再次进行检验,以达到标准。
这些消失在记忆里的汽车维修技术,很多人都认为逐渐消失,可是这些专业人员依然在干着,由于很多修理厂已经不再对这些项目的维修,可是现实中还需要很多这些的项目,就只能转接到专业维修店了,所以他们的生意火爆,是很多人都想不到的,但愿这些工种的专项维修也能让更多的人着眼未来,紧跟时代脚步,但是不要忘记那些传统的维修技术,到河南凌云汽修学校,学到那些记忆里的维修技术,更要学会新一代汽车维修的专业设备,用高薪的技术实现自己的创业梦!我们欢迎您的到来,相聚一起的壮志者脚踏实地的干事业!
- 上一篇:汽车发动机机油更换频率
- 下一篇:汽车进入欧五时代,你准备好了吗?


